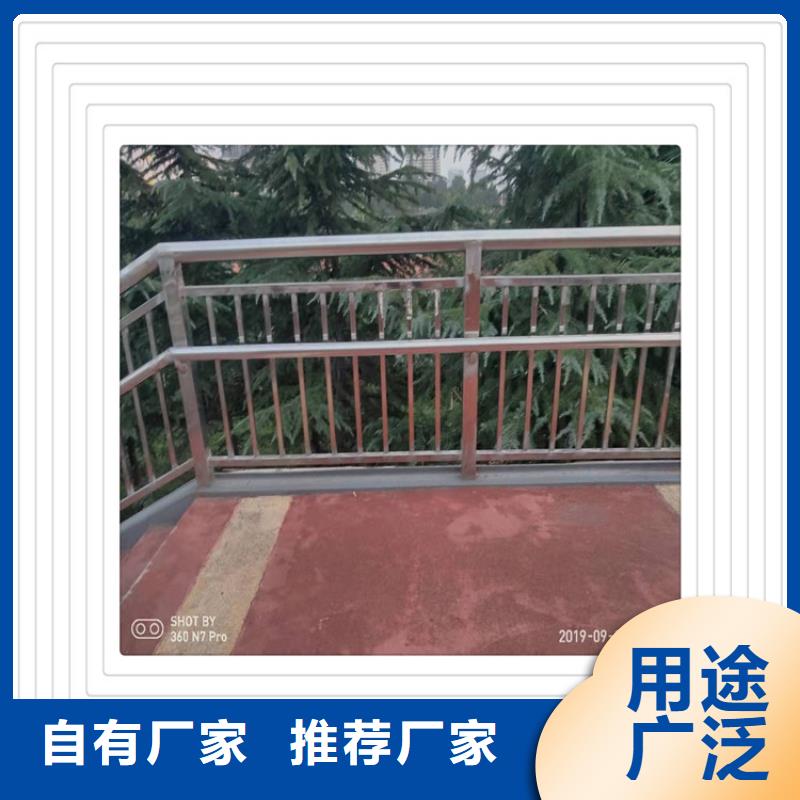
想要一睹《威海》(本地)不锈钢复合管护栏 不锈钢碳素钢复合管质量看得见产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
以下是:《威海》(本地)不锈钢复合管护栏 不锈钢碳素钢复合管质量看得见的图文介绍
不锈钢复合管护栏 不锈钢碳素钢复合管质量看得见")
不锈钢复合管护栏 不锈钢碳素钢复合管质量看得见")
预制件底部护栏应按图纸要求安装。预应力混凝土梁板应根据图纸提供的理论拱度值和实际施工情况,正确梁拱的变化,并采取相应的措施。如果预应力后张法预应力混凝土的拱度大,则应考虑在预制桥台上安装反拱。当梁的实际弯度较大时,会影响混凝土桥面的施工,应向监理工程师书面报告,会同设计单位协商解决。 河道护栏在安装的时候需要注意的问题是什么呢客户朋友们你们知道吗下面就由河道护栏厂家的技术人员为大家讲解一下,希望能对您有所帮助。河道护栏安装时应准确掌握各种设施的资料,特别是埋设于路基中各种管道的准确位置,在施工过程中不允许对地下设施造成任何破坏。 当立柱打入过深时,不得这样将立柱拔出矫正,需将河道护栏基础重新夯时后再打入,或立柱位置。施工中接近深度时应注意控制锤击力度。河道护栏应安装法兰盘,注意这里法兰盘的定位和立柱顶面标高的控制。河道护栏是桥梁的设施安装工程,是桥梁外观质量的重要组成部分。 河道护栏的内在质量在于原材料及加工过程,它的外观质量取决于施工过程,施工中要重视施工和打桩机的组合,不断总结经验,加强施工管理,是波形梁河道护栏的安装质量得以保证。以上是关于河道护栏在安装的时候需要注意的问题是什么的全部内容,如果还有什么不懂得地方可以直接与我们的沟通,我们竭诚为您服务。 安装防撞护栏时应该注意哪些问题防撞护栏接缝采用塑料胶带粘贴于护栏板接缝处,护栏板之间采用螺丝扣紧,护栏板与铺装层接缝采用海绵材料进行填缝,保证接缝严密,不漏浆,不污染。安装防撞护栏板时,严格控制错台现象。
不锈钢复合管护栏 不锈钢碳素钢复合管质量看得见")
不锈钢复合管护栏 不锈钢碳素钢复合管质量看得见")
不锈钢复合管护栏 不锈钢碳素钢复合管质量看得见")
明辉市政交通工程有限公司主要致力于威海及周边地区用户的 威海防撞护拦、需求服务,我司正一如既往的为众多企业提供定制化服务,且根据客户的不同要求, 威海防撞护拦、产品已涉及到不同类别、行业。
我厂生产的 威海防撞护拦、已经成为威海较具竞争力的厂家之一。公司以市场需求为目标,结合现代技术,自主研发设计通用性强,适用于市场的优秀 威海防撞护拦、产品。
不锈钢复合管护栏 不锈钢碳素钢复合管质量看得见")
不锈钢复合管护栏 不锈钢碳素钢复合管质量看得见")
如今市面上的不锈钢护栏的生产厂家 也非常的多,随着这种产品在短时间内的需求量逐渐增加,大多数的生产厂家慢慢的也会逐渐的增加,那么我们在选择生产厂家的时候,一定要选择一个专门为客户着想的生产厂家。 当我们在选择不锈钢护栏生产厂家的时候,首先要选择到最为合适的产品规格,在业内将有着很高的信誉,甚至将能够得到广大用户的青睐,所以说这样的生产厂家所生产出来的产品,基本上也都是符合 标准和用户需求的,价格方面是我们必须要考虑的,因为只有这样才能够得到大多数用户的青睐。除此之外,大多数的朋友们在选择这些生产厂家的过程当中,也要看一下他们的规格,要结合自己的实际需求来进行选择,如果有特殊规格的话,也可以加以说明。 从现如今市场上的情况,你能够买到适合自己的不锈钢护栏,不过也正是因为现在的商品非常多,因此大家在选择的过程当中才要考察一下厂家的优质性,基本上各个不同生产厂家的产品的质量都是不同的,有一些产品完全是合格的,不过有一些厂家为了多挣点钱,基本上都会出售一些质量不合格的产品,所以这个时候在购买的过程中就要非常的小心的,要选择最为优质的厂家购买,同样,在挑选的时候还要注意一些其他方面的问题。
不锈钢复合管护栏 不锈钢碳素钢复合管质量看得见")
不锈钢复合管护栏 不锈钢碳素钢复合管质量看得见")
不锈钢复合管护栏 不锈钢碳素钢复合管质量看得见")
不锈钢复合管具有以下优点: 不生垢、不结瘤、耐腐蚀在钢管内复合薄壁不锈钢管,不锈钢管的材质为“GB12771-2000流体输送用不锈钢焊接钢管”规定的0Cr18Ni9(美国标准为AISI304),由于钢中含有18%的铬,在使用过程中管道内壁形成一层极薄的氧化铬薄膜,该薄膜阻止金属继续氧化,故不锈钢有很强的耐腐蚀性能,http://www.sdsgg.com/不仅能承受水和空气的腐蚀,而且可以承受弱酸弱碱的腐蚀。外复不锈钢管的厚度有0.4-1.2毫米,而镀锌钢管的镀锌层厚度仅为0.07毫米,厚度相差5.7-17倍,不锈钢的耐腐蚀性和致密性又强于镀锌钢管镀锌层。所以,内衬不锈钢复合钢管在使用过程中不用担心因内壁锈蚀产生结垢、结瘤而使内孔缩小。 可以焊接 3.1内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。3.3 焊前应采用机械方法及有机溶剂,清除焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。3.4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法推荐采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。 焊接设备焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时推荐采用直流电焊机。3.6 焊接程序先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。3.7 焊接要求复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,即降低熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。
不锈钢复合管护栏 不锈钢碳素钢复合管质量看得见")




 扫一扫
扫一扫